
So the first task will be to make the damascus that will be used as the cladding on the outside of the Go Mai billet
the steel in the photo is (left to right), a 2.5″ x 0.385″ piece of 1095 that will be the core, on the right is a big sheet of 15n20, and in the middle is 2 pieces each of 1084 and 15n20 at 48″ x 2″ x 0.125″
The 1084 and 15n20 are what we will use for the damascus billet. These all need to be cut into 8″ long pieces

Cutting the 1084 and 15n20 into 8″ pieces
All cut and stacked 15n20, 1084, more 15n20, and 1095.
The horizontal bandsaw making short work of making short pieces. The large sheet of 15n20 has been cut into 2 12″ pieces, as has the 1095
The go mai billet that will be built from all this will amount to over 10 lbs of steel, but the finished blade once all the forging and grinding is done will be more like 3.5 lbs

Here I’m grinding all the mill scale, dirt, grease, etc off all the steel. That stuff will cause problems when trying to forge weld the stack together. the steel has to be clean and free of that shit.

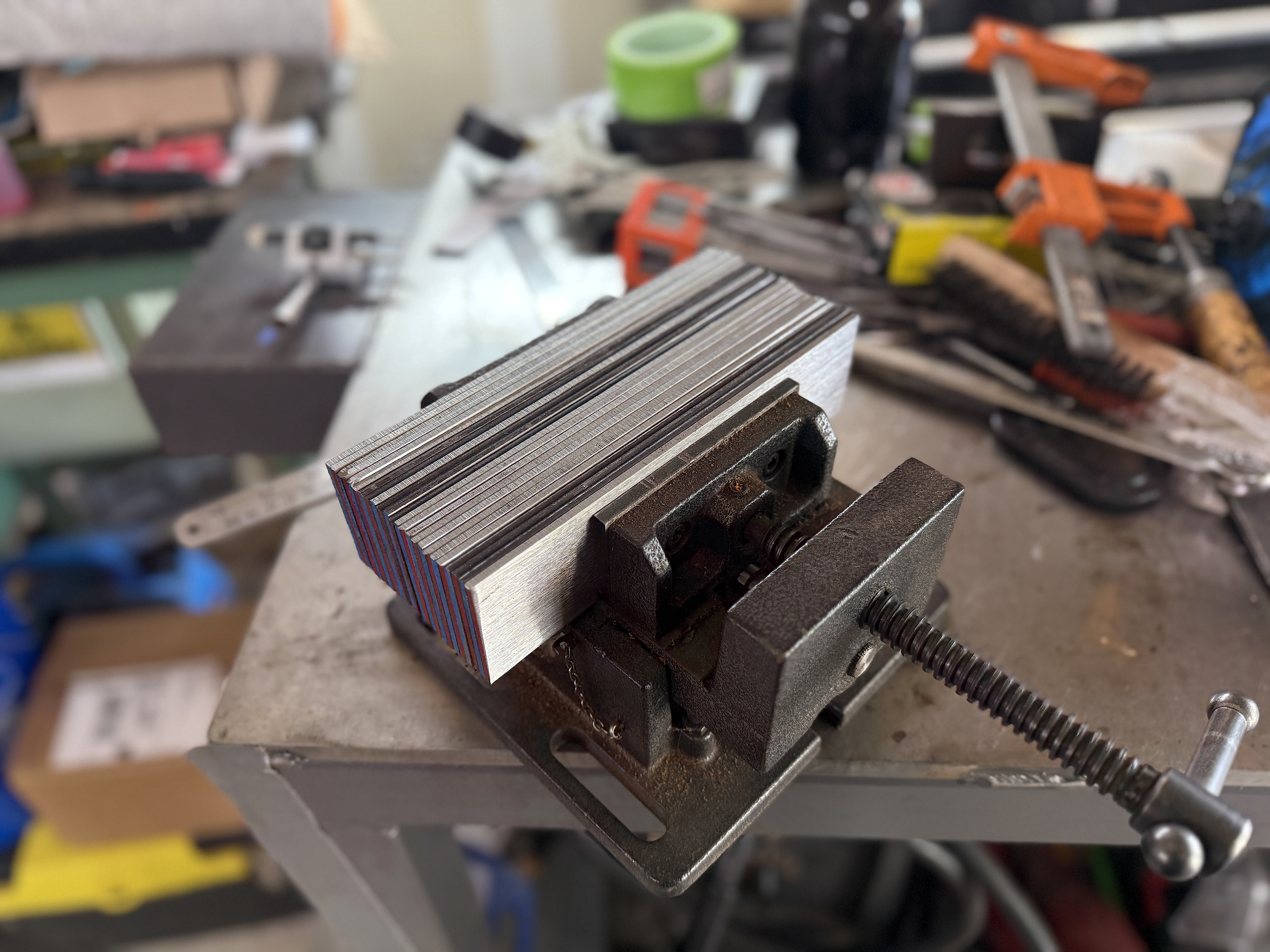
This is a magnetic grip I use to hold the steel because it gets pretty hoy pretty fast when grinding it on the 2×72 grinder


This is what you need ALL surfaces to look like. So both sides of all 24 pieces need to be ground off

Clean stack, ready to go

Next I align all the pieces, alternating 15n20 and 1084 every other piece, and clamp them tightly
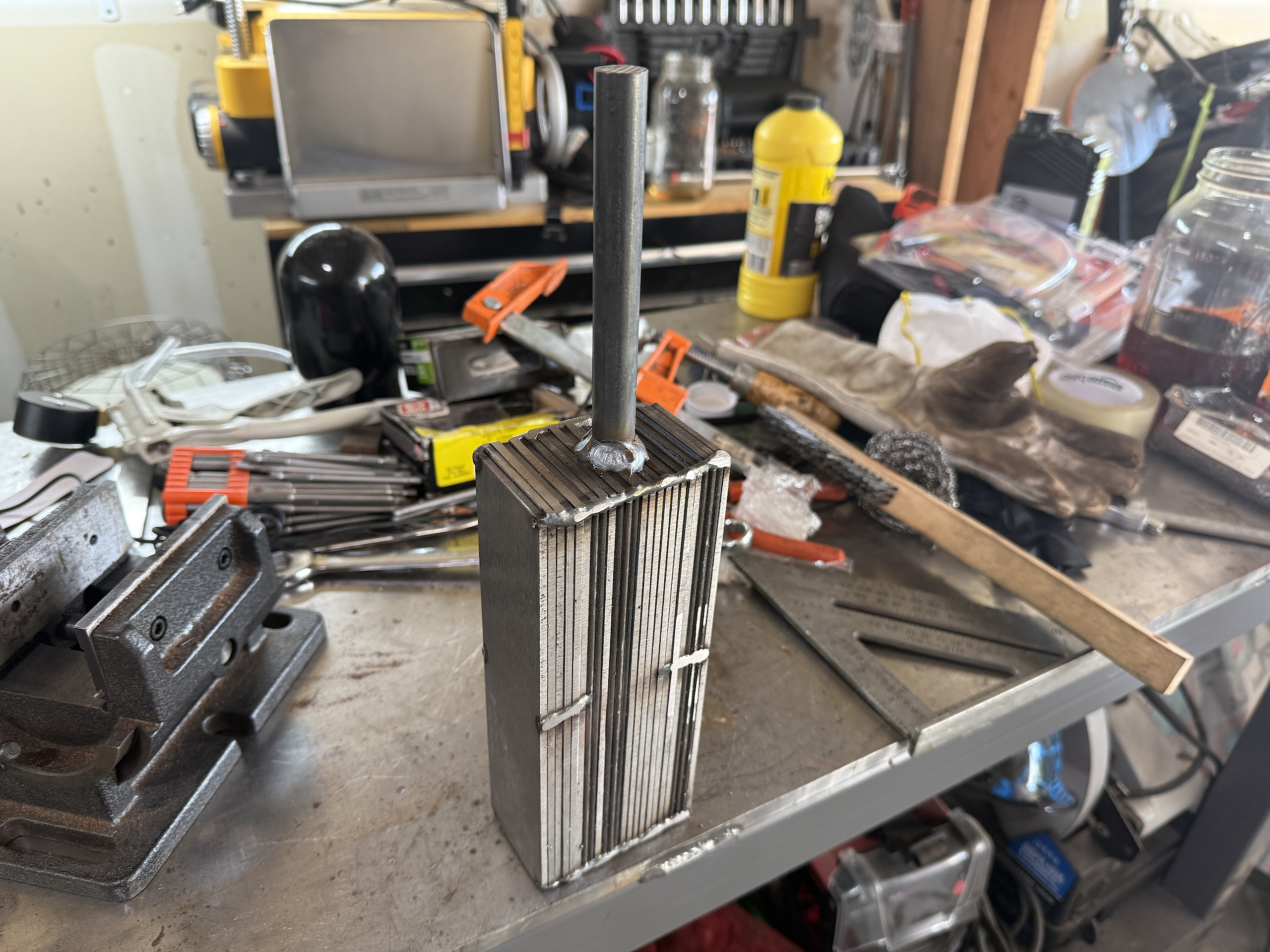
I them use my MIG welder to tack weld all 4 corners, 2 small strip in the middle, and then weld a “work stick” to the end. ITs just a piece of mild steel and I can grip it securely with tongs.
Next I immerse the billet in kerosene. This will wick through the billet and coat all the surfaces. Once its in the forge the kerosene burns off and leaves a very fine layer of carbon on the surfaces which prevents oxygen from coming into contact with the steel as it heats, as that will form scale and interfere with the surfces forge welding together

Kerosene cooking off when it first goes into the kiln

Coming up to forging temp…

This is about where we need to be for forge welding the stack into a solid piece of steel

4x speed video of forging out thi billet, with all the waiting in between heats edited out.
Incidentally, it gets really hot in my shop while doing this work
Started out a stack of 24 pieces measuring 8″ x 2″ x 3.4″
result is one solid bar measuring 22″ x 2.375″ x 1″
